





关键词 |
定制数控送料机,数控送料机型号,兰州数控送料机,数控送料机厂家 |
面向地区 |
全国 |
数控送料机配合普通冲床实现数控生产好的搭配,冲床分为机械式、气动式压力机,运用功率的有效的办法。它的、低成本、低人工运用率已成为业界行业广为认可,但常规的送料机和冲床配合却存在不小的实际运用疑问。
如今的送料机大部份运用的工业电脑数控系统,操作愈加灵敏,一起可接受AutoCAD图形的主动变换加工程序,自带模具办理,可完成板材动重定位,而且选用一键式操作办法、断点加工、计件显现、模仿显现、加工轨迹显现以及设备空转检查。
较为常见的问题是材料在输送过程中出现的打滑跑偏现象,此时需按照随机说明书上的方法予以解决: 1、材料本身质量问题导致蛇行、跑偏现象的出现。应先需检查材料本身的质量,看材料是否有不平整、弯曲、厚度不均匀、料边毛边过多的现象,若存在则更换合格卷料。 2、NC送料机送料轮压力不足。对压料弹簧进行调节,增加压力并左右压紧力度一致,同时要确保压料弹簧是否有压紧材料,以无法用手拉动材料为准。 3、NC送料机固定方向上误差。上模脱料不良而造成拉料,检查卷料宽度与模具导料板位置是否适当,或模具与送料机是否成一条直线,检车挡料板及托料板是否有毛边或异物。 4、NC送料机对材料的调整不合适。整平机与NC送料机的速度搭配或整平机与NC之间的距离是否恰当,材料弧度与高度是否符合要求,冲床速度是否适当。 5、送料机突发误差。滚轮与伺服马达之间的传动间隙过大,将皮带进行调紧,检查卷料的长、宽、厚是否标准。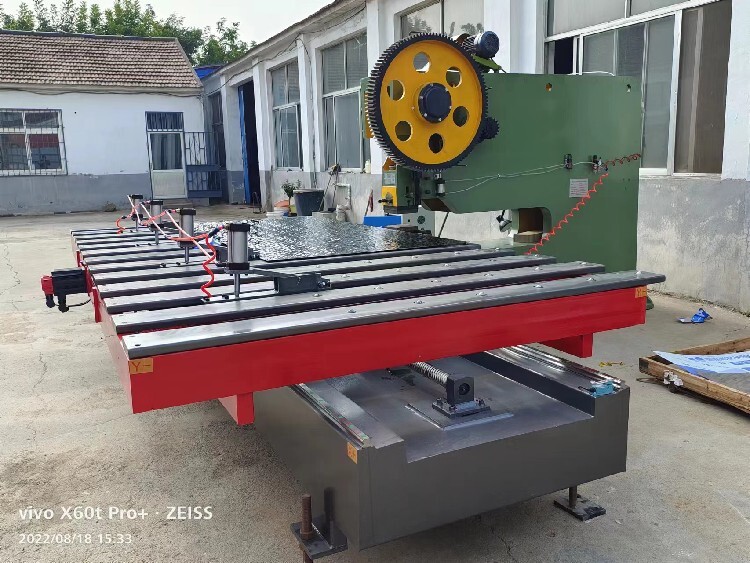
不同的定位方式影响因素不同。如机械挡块定位时,定位准确度与挡块的刚度和碰接挡块时的速度等因素有关,定位速度对定位准确度影响很大。这是因为定位速度不同时,应该耗散的运动部件的能量不同。通常,为减小数控送料机的定位误差应合理控制定位速度,如提高缓冲装置的缓冲性能和缓冲效率,控制驱动系统使运动部件适时减速。
交流伺服电动机亦称为无刷直流伺服电动机, 它与直流电动机相比, 由于无换向器, 故克服了以上缺点, 从而提高了数控冲床送料机的可靠性、快速性和整体性能。近年来, 随着新型大功率电力电子器件的出现, 新型变频技术, 现代控制理论以及数字控制技术等技术的发展, 交流伺服系统也取得了快速发展,在中小功率的伺服驱动系统上,有全面取代直流伺服驱动的趋势。
送料器的工作精度(测量值与真值的挨近程度)与工序要求的加工精度(测量值与真值的挨近程度)相适应。送料器根据零件的加工精度要求挑选送料器,如精度要求低的粗加工工序,应挑选精度低的送料器,精度要求高的精加工工序,应选用精度高的送料器。
潍坊鑫博达自动化设备有限公司是潍坊较早研发生产冲床自动送料机,冲床自动送料器,自动上下料机械手,板材上下料机械手,数控冲床送料机,数控冲孔机,数控送料机,led冲孔字设备,板材自动上料机等产品的企业,研发、生产、销售数控冲床送料机及冲床周边设备,可根据各厂家的不同要求特殊设计,进行生产线改进,及自动化改造。
我公司研发生产的数控冲床送料机,数控冲孔机,led冲孔字设备,板材自动上料机及冲床周边设备,可根据各厂家的不同要求特殊设计,进行生产线改进,及自动化改造。 我公司研发生产数控冲床送料机系列已经广泛应用于冲孔件、led冲孔字、圆片下料、汽车钣金、机柜类、机箱类、厨房设备、筛网、生产线、仪表、太阳能热水器、电池铁板、建筑装饰幕墙板、物流仓储货架、停车设备、摩托车配件、仓库、金属家具、消声板、灯具、粮食矿山洗煤印染机械等等。加工板材厚度由0.2mm—20mm,实现薄板、厚板完*加工。技术遥遥领*同类产品及企业。我公司产品由德国西门子、日本三菱、台湾上银、TBI、等进口零部件组成。产品研发设计科学合理,实现了智能化、、高速度稳定生产,解决了人工送料精度差、速度慢、易出废料、易出工伤事故等行业常见难题。真正实现了省时、省工、省料、安全可靠的生产理念。
冲床自动送料机,冲床自动送料器,自动上下料机械手,板材上下料机械手供应商--潍坊东科数控设备有限公司,本着严肃、严谨的科学工作态度,务实,奋进,与广大新老用户一起继往开来,为实现技术推动社会发展,科技改善人民生活,而更加阔步前进。



