销售数控送料机型号





- 面议
- 2025-01-23 06:01:28
- 数控送料机
- 原经理 13335243198
- 潍坊鑫博达自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
选择冲床自动送料机时就需要注意几点:
1、不太适合在使用传统的空气送料机,这类材料在夹板夹持时可能会出现划伤的问题。
2、对于中厚板材料的中低速冲压场合,可选择在高速滚轮送料机、NC伺服送料机标准机台上,对送料滚筒包PU轮处理,这种方法可完全消除划伤问题。冲床自动送料机通常是上滚筒包PU轮即可,若要求特别高,可对上料滚筒均包PU轮处理。
3、对于薄板材料高速冲压场合,可选择高速夹式送料机即可。冲床自动送料机对夹具进行了特别的加工,材料受力特别均匀,不用担心产生任何压痕和擦伤。
4、对于薄板材料,客户可选择NC伺服送料机拉料进行冲压,这样即可避免拉伤。
自动送料机系统特点:
1.经典的低压液压控制系统,节能环保设计.
2.严谨的工艺设计,能源利用率.
3.结构紧凑,运行稳定,使用寿命长,加工精度高,换料便捷快速.
4.特的排气装置,低噪音,无渗漏,材料无磨损.
5.整机所有部件焊接均为氩氟焊接工艺,机器变形小.
6.所有元件良好的互换性,日后好维修更换零件
应用范围
1、广泛用于筛网、制盖、制罐生产线、公共设施、体育器材、仪表、电控柜板、电机、电器、制锁、五金、太阳能热水器、电池铁板、建筑装饰板、汽车自行车配件、金属家具、造纸机械、消声板、LED灯具、厨房设备等冷冲压加工行业。
2、五金冲压行业如制罐、制瓶盖、灯具、钢网等,装饰行业如冲网板孔,装饰板孔。与普通冲相比可以提高生产效率,采用套冲分布冲压可提高材料利用率,同时不用手拿工件,生产安全性提高。
3、已有转塔冲床的厂家作为冲孔工序的辅助设备。如冲各种图案分布的排孔,从而降低制造成本。(减少电能消耗,单位小时加工费及运行成本。)
4、对未配备转塔冲床的发展中的钣金厂家冲孔工序及钣金件外形加工,降低创业起步投资,与普冲相比,提高了加工效率和精度,减少工伤事故。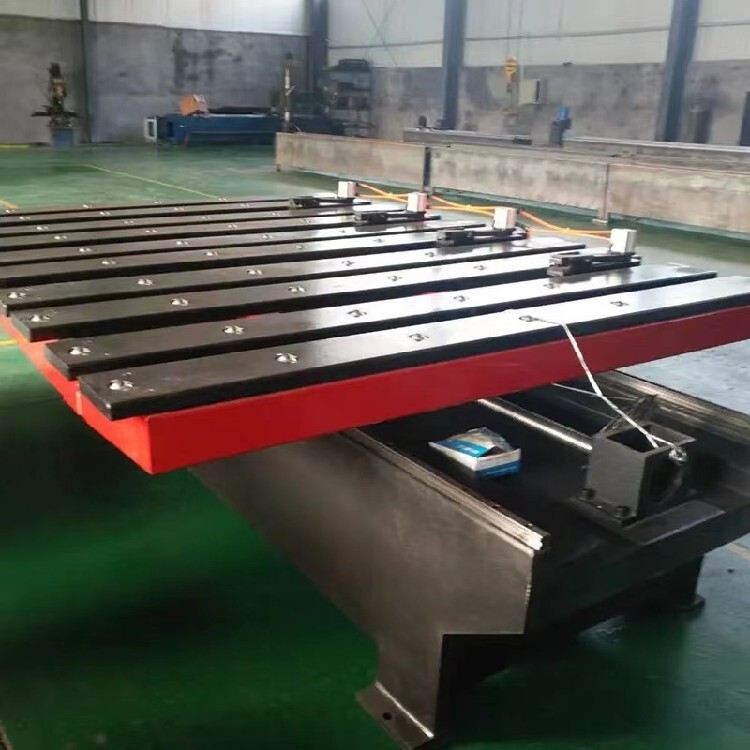
数控送料机注意事项
1、 数控送料机一米以外设立安全警示标志。
2、 数控送料机及冲床设立围栏,围成一工作区域。
防止工人进入数控送料机运行区域,数控送料机高时速60米/分,人员躲避不及时,造成不必要的受伤,给企业及员工造成损失。
3、 数控送料机专人负责管理和操作,由调试人员对于培训。
4、 该设备只能加工一定的板材,请勿加工该设备能力之外的板材,防止损伤数控冲床。
5、 数控送料机开始运行之前,给导轨、丝杠加油润滑,可以延迟使用寿命。
注意事项
1、在操作数控送料机设备的时候,数控系统有受过我公司培训的人员操作,使用过程中要注意日常维护和保养。
2、数控送料机主要运动部位保持润滑,导轨丝杠每天开机前要用加油泵加以润滑,设备运行三个小时要加油一次,可以提高设备的整体使用寿命。
3、数控送料机系统的工作在震动环境当中,这就要求我们应定期检查各紧固件、电路接插件、接地螺钉,保持其连接牢靠。
4、保持控制柜的干净和清洁,定期对电路板等进行除尘。
5、由于冲床冲压板材时震动力比较大,每天工作前要检查数控送料机,各个零部件螺丝有无松动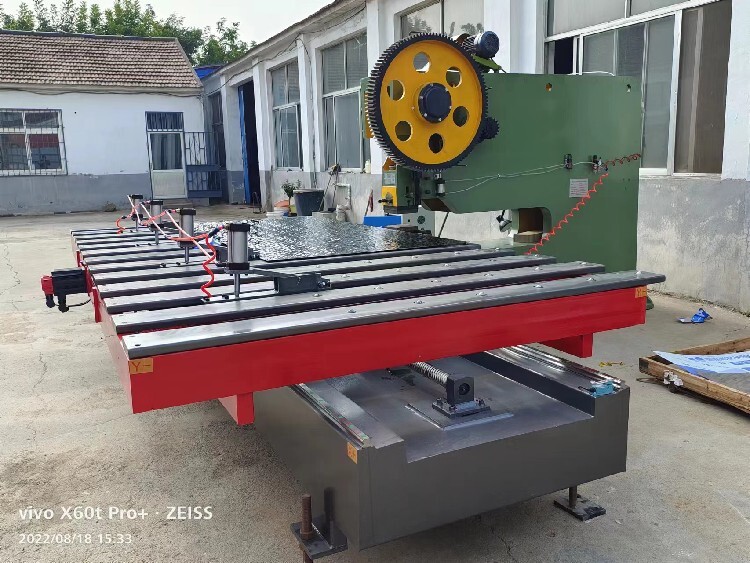
数控设备一般都具有智能化人性化等众多优点,即便这样操作数控设备时,也一定要遵循各种设备相应的安全操作规程。只有科学的操作方法,才能使设备发挥大的效率,并减少事故及设备故障的发生,这是企业提高生产效率的关键。
。一套加工机台(冲床、剪板机)不可能只采用一种加工工艺,通常采用多种加工工艺生产多种产品,这时送料步距就会出现多种,选择送料机时所需的大进料步距。只有知道大进料步距,才能真正地选择出合适、准确的进料机型,以小的投入满足各种加工工艺的需要。
对数控机床送料机进行定期的检测,主要是用来解决一般情况下无法解决的送料机问题,这个时候要*停止设备的运转,然后进行检查,定期检查一般两周进行一次,主要从以下几个方面进行检查:
1、根据油策的油面计检查油量,确保油面在规定范围之内。
2、检查温度计,若油温过低,需利用电热器加热或做暖机运转。
3、检查压力表指针的异常。
4、检查邮箱的保养情况如何,有没有漏油或者生锈的现象,并及时维修,测试油泵是否松动,配管系统有没有问题。
5、对所有的测量设备,例如油温计,油量表,冷却设备,滤油器,压力表等等。
6、检测设备内部是不是有空气进入,及时将废气排除就可以了。
较为常见的问题是材料在输送过程中出现的打滑跑偏现象,此时需按照随机说明书上的方法予以解决:
1、材料本身质量问题导致蛇行、跑偏现象的出现。应先需检查材料本身的质量,看材料是否有不平整、弯曲、厚度不均匀、料边毛边过多的现象,若存在则更换合格卷料。
2、NC送料机送料轮压力不足。对压料弹簧进行调节,增加压力并左右压紧力度一致,同时要确保压料弹簧是否有压紧材料,以无法用手拉动材料为准。
3、NC送料机固定方向上误差。上模脱料不良而造成拉料,检查卷料宽度与模具导料板位置是否适当,或模具与送料机是否成一条直线,检车挡料板及托料板是否有毛边或异物。
4、NC送料机对材料的调整不合适。整平机与NC送料机的速度搭配或整平机与NC之间的距离是否恰当,材料弧度与高度是否符合要求,冲床速度是否适当。
5、送料机突发误差。滚轮与伺服马达之间的传动间隙过大,将皮带进行调紧,检查卷料的长、宽、厚是否标准。
- 数控送料机
- 数控冲床
- 原经理

